Project Outcome
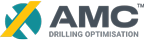
The SRU™ trial concluded that the SRU™ proved to be a financial benefit, not a cost, when calculating the potential savings for the Pilbara site. A calculated total of AUD$20,700* savings were created by utilising the SRU™ per rig per month.
Feedback from drillers was positive, the SRU™ was compact and easy to use and operated well with minimal attention. The drillers noticed reduced mud usage, “There were shifts where little to no mud was added”.
Using the SRU™ had a profound effect on the productivity of the drillers, “Mud preparation was replaced by mud checking – our guys had more time to monitor properties and fluid levels”. Typical daily tasks included removing cuttings from the chute, check the water levels and daily maintenance. During this trial there were no stuck pipes, less friction on rods and hole, drill deeper without casing off, mud was kept clean by the unit and the drill bit lasted longer (saving reaming time of 1-1.5 hour and one rod trip of 4-6 hours when at 800m. The savings on man hours and reduced rod pull and reaming created a safer work environment. A 10% improvement in KPIs per shift per day meant a potential saving of $18,000 per month
Cost savings were principally generated from improved KPIs per metre, reduced mud usage, elimination of need for sumps, reduced cost of site preparation of sumps, reduced environmental impact and site re-mediation costs, reduced volume of cuttings (up to 98%), savings for the drill operator (equipment wear and-tear and rig downtime due to maintenance), cleaner mud system, increased rate of penetration and reduced amount of water used or lost down hole.
For more details on this successful project, contact [email protected]






{kind=link}
{kind=link}